Solderability and Tinning. Does The Industry Really Know the Difference?
10 January, 2016
How solderability tests determine how the molten solder will flow on the solderable surfaces, and why it is so important for today's electronics industry

How solderability tests determine how the molten solder will flow on the solderable surfaces, and why it is so important
 By Joseph Federico, Vice President NJMET Inc.
By Joseph Federico, Vice President NJMET Inc.
For many years NJMET has had the wonderful privilege of providing the electronic component industry with tinning and soledrability services in the aerospace, military and medical fields. A particular dilemma which continues today is understanding the purpose of each service.

Often I find purchasing and various engineering personnel confusing the two services and most recently observed a few companies who were planning on using soledrability test samples to be installed into instrumentation without a precise requirement.
Moreover, there is also a concern on how to properly perform these processes in components which have been manufactured with a lead free finish versus a tin lead finish.
Tinning in the electronic industry is the process of dipping the electronic component terminations into a bath of molten solder alloy, creating a fresh inter metallic layer between the solder and the base metal and providing a highly solderable surface finish.
Solderability testing is designed to determine how well molten solder will flow, or “wet”, on the solderable surfaces. This testing is necessary because the solderability of the termination surface finishes tends to degrade over time while in storage. This solderability degradation is normally caused by contaminants, the most common of which is oxidation.
So how does a customer know which process to request? Let’s take a closer look at each of these services and when they should be selected.
SOLDERABILITY TESTING
The most common solderability tests fall into two categories, qualitative and quantitative. The “dip and look” test is the most common qualitative test. This test has been around in a similar form for over 50 years. The test involves taking a sample (in some cases subjected to steam aging/accelerated aging), and dipping it into, and withdrawing it from a molten solder bath in a controlled manner.
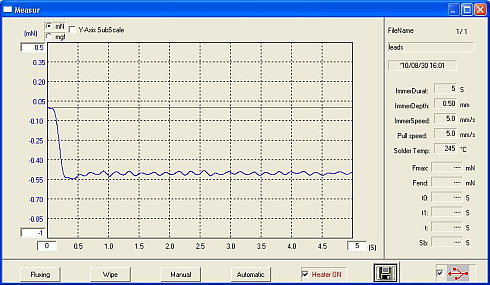
Upon removal from the molten solder, the sample is inspected for the percentage of solder coverage. Solder coverage of 95% is considered acceptable. The most common quantitative solderability test is the wetting balance test. This test involves a controlled immersion of a sample into a molten solder bath while measuring the forces encountered by the sample.
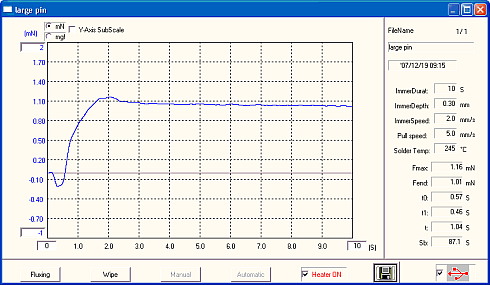
The sample will initially encounter some resistance as the sample contacts the surface of the molten solder. As the molten solder begins to wet the sample, the initial resistance will be replaced by wetting forces “pulling” on the sample. This is normally displayed on a time versus force plot. A stronger and quicker pulling force is desirable. This would indicate that the sample has very good solderability.
TINNING
Tinning is a method of replacing the existing surface finish of a solderable termination with a pristine solder finish of the desired alloy. The tin that is in both the tin lead and lead free solder alloys, is a very aggressive metal considering its ability to dissolve other metals.
When a sample is dipped into the molten solder bath, the tin in the bath will first dissolve and remove the surface finish and then will dissolve some of the basis metal as well. How much of the basis metal is removed is a function of the duration of the immersion, whether the solder bath is static or dynamic, and to a lesser extent, the temperature of the bath.
When the sample is removed from the solder bath it will have a fresh coating of the solder alloy in place of the original surface finish. The removal of the basis metal (dissolution) is a greater concern when using lead free alloys because the higher tin percentages (usually approximately 97%) are more aggressive than the tin lead alloys.
LEAD FREE
In 2003 legislation was introduced in EU to promote the collection, treatment, recycling, and recovery of waste from electrical and electronic equipment. This legislation is known as the Waste Electronic Equipment (WEEE) Act, and is formally dictated by directive 2002/96/EC of the European Parliament. A complimentary directive, the Restriction of Hazardous Substances (RoHS), was also introduced in 2003 given by 2002/95/EC of the European Parliament.
Beginning July 1, 2006, RoHS legislation restricted the amounts of Lead (Pb), Cadmium (Cd), Mercury (Hg), Hexavalent Chromium (Cr6+), Polybrominated Diphenylethers (PBDEs) and Polybrominated Biphenyls (PBBs) in electronic and electrical equipment. These chemicals are known to present a risk to human health and the environment. Each European Union member state will adopt its own enforcement and implementation policies using the directive as a guide.
Manufacturers outside the European Union may wonder what RoHS has to do with them; after all, it’s a European directive. The reality is that RoHS directive has a global effect. The directive indicates that anything covered by RoHS entering the European Union must be compliant, whether they include cables made in China, parts molded in the USA, or PCBs made in Japan.
If a product is eventually destined for the EU, it is impacted by RoHS. In addition, the EU is not the only global entity taking steps to reduce the toxins in electronic devices. California’s Electronics Waste Recycling act of 2003, for example, echoes the RoHS directive and has been implemented since January 1, 2007. Japan, China, and Korea are also expected to follow with laws of their own.
This legislation has a huge impact on consumer electronics, while the defense and aerospace industry continue to use lead bearing solders and avoid the use of tin plating. The main reason that most of the high reliability industry has refused to embrace the use of lead free materials is the risk of tin whiskers. While there is no definitive answer to what causes tin whiskers, we do know what will inhibit the growth of tin whiskers… Lead. As little as 1% lead added to pure tin materials can drastically reduce the occurrence of tin whiskers.
WHEN TO USE SOLDERABILITY TESTING
Solderability testing is a great tool to use to help determine if the surface finish of the selected components will provide the degree of wetting necessary for acceptable solder connections. For instance, if solderability testing results indicate less than optimal solderability, it could result in poor wetting and defective solder connections requiring rework and additional processing.
Solderability testing can also be used to determine the effects of the storage conditions on the surface finish. By including accelerated aging, the testing can also estimate acceptable storage life. The testing can also be used to verify conformance of the components as received from the vendor.
WHEN TO USE TINNING
When you want to ensure that you get the best wetting on your solder connections, you should tin the terminations just prior to the soldering process. Jim Raby, one of the pioneers of our industry and the founder of STI Electronics once said, “nothing solders like solder.”
Pre-tinning just prior to the soldering process ensures that the solderable terminations have a pristine solder coating that has not had a chance to form an oxide layer on the surface. This used to be a very common process for the manufacturing of high reliability electronic assemblies. When pre-tinning is accomplished just prior to the soldering process it eliminates the need for solderability testing.
Tinning is also the best method to rework terminations that exhibit degraded solderability. Even severely oxidized terminations can be reworked by a hot solder dip tinning process replacing the oxidized surface with a pristine solder finish.
Tinning in a tin lead solder bath is one of the methods used for lead free terminations that have to be used in a tin lead soldering process. The risk of whisker growth is greatly diminished by replacing the lead free finish with a solder finish that contains lead.
CONCLUSIONS
Tinning services should be selected: When it’s necessary to replace a lead free surface finish; To rework terminations that no longer meet the solderability requirements; To ensure that the most solderable surface is available.
Solderability testing services should be selected: To verify vendor conformance with solderability requirements; To verify the storage conditions have not degraded solderability; To estimate the long term effects of storage.
About the Author:
As the Vice President and Director of Operations at NJMET, Joseph Federico has developed NJMET into a leading laboratory provider of electronic component procurement, testing, up screening and counterfeit detection.. NJMET is headquartered in Clifton, New Jersey with offices over all the world. Joseph has developed Mission Imposter®, a comprehensive inspection process to help detect counterfeit components nearly 10 years ago which has helped the electronics industry in developing updated methods and specifications in component risk mitigation.
Visit NJMET Inc at www.njmetmtl.com
Acknowledgements:
I would like to acknowledge the Legendary Mr. Jim Raby as well as Dave Raby, Ray Cirimele and Marietta Lemieux from STI Electronics, Inc, 261 Palmer Rd. Madison Alabama (256) 705-5517 http://www.stielectronicsinc.com.
The Author
Posted in: Electronics Industry , News , Technology


