“The largest of EZchip’s router vendor customers are now providing NP-5 based line cards to their customers,” said Eli Fruchter, CEO of EZchip Semiconductor
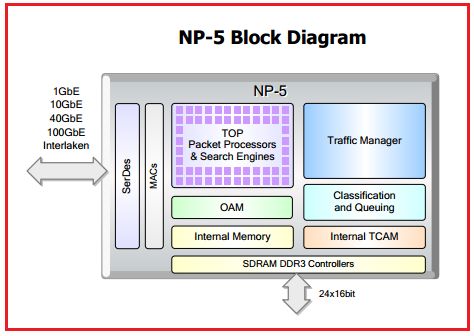
EZchip Semiconductor announced that its latest network processor, the 200-Gigabit NP-5, is now in full production. Following extensive testing and qualification, the NP-5 is now being delivered in quantity to EZchip’s customers for deployment in Tier-1 carrier and data-center networks.
The NP-5 has secured design wins among leading carrier router vendors as well as other network equipment vendors and provides a natural scale-up path for customers that use EZchip’s market-leading NP-4 100-Gigabit processor. The NP-5 sells at roughly a 50% higher ASP (average selling price) and enables vendors to double and triple the port density of their line cards.
“The largest of EZchip’s router vendor customers are now providing NP-5 based line cards to their customers,” said Eli Fruchter, CEO of EZchip Semiconductor. “We are also well advanced in bringing to market the revolutionary NPS network processor that drives new applications and yet again doubles throughput and opens up new market opportunities for us.
“We believe that with the NP-5 now in production and with the NPS expected to sample in 2015, EZchip is well positioned to dominate the network processors market for years to come. Furthermore with the recent completion of the Tilera acquisition, we are well underway in developing a radical new class of multi-core processors that will bring significant new opportunities with the advent of NFV and SDN and in evolving carrier, cloud and data-center networks.”
The NP-5 drives line cards and appliances that feature multiple 100 and 40-Gigabit ports as well as numerous 10-Gigabit ports. Through its versatility and rich feature set, the NP-5 serves a wide variety of carrier and data center applications.
Digital power advances the reliability, manageability, flexibility and time-to-market of isolated DC/DC converter powered systems
A. Russell, Calex
Digital power control and power management has established itself as a mature technology in Point-of-load (POL) applications over the last several years. It has already passed the adoption inflection point in higher-end applications such as servers, computing and networking.
Digital power in POL applications has shown to be valuable in dynamic adjustment of output voltage, optimization of the control loop operating point and parametric monitoring of the local power delivery for enhanced system reliability and efficiency.
In this article we shall discuss how the benefits of digital power can be extended to applications powered by front-end DC/DC converters and propose how it can improve reliability, manageability, flexibility and time-to-market of DC/DC powered systems.
DC/DC Vs POL
POL converters have largely transitioned away from power modules to ‘down solutions’ (i.e. built directly on the customer mother board). This transition was possible due to relative simplicity of the power conversion stage, which is almost exclusively a Buck Converter, requiring, for a single phase application, 2 switches, a simple L-C filter and the driver and controller IC.
DC/DC converters however have resisted the transition to down solutions due to the higher complexity of the power conversion function. Modern high density DC/DC converters require planar-magnetics, driving PCB technology (up to 20 layers) include a transformer isolation stage, thermal management and heat-sinking, have much more complex synchronous rectification stages, require operation from very wide unregulated source voltages (e.g. 4:1 input) and except for the simplest of applications.
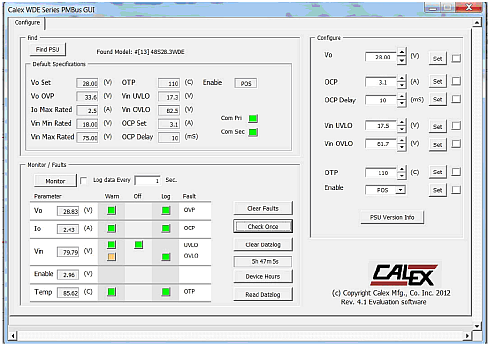
Digital Management GUI
Reliability
The first order stress factors for DC/DC converters in terms of reliability are Input Voltage (Vi), Output Current (Io), Operating temperature (T) and component count. Knowing what conditions existed immediately prior to system failure so that appropriate steps can be taken to prevent a reoccurrence in future.
Input Voltage (Vi)
Implementing digital power management of the input voltage can have a number of benefits. For example DC/DC converters in high reliability applications often feature 4:1 input ranges, primarily to allow a single version of equipment to be connected to a number of input sources, such as 12, 24, 48V batteries. The system reliability could be further enhanced if the input voltage range (under-voltage and over -voltage) were re-configured to be appropriate to the voltage applied in the application where operation outside of this range would indicate a system fault.
Furthermore, digital management of the input voltage allows more precision in the timing of an over-voltage condition. A converter may be rated for a short duration absolute-maximum voltage but a digitally monitored input voltage can take more appropriate action in events such as warning the system of forcing a shut-down once absolute-maximum duration is exceeded.
Output Current (Io)
DC/DC converters are provided in various power ratings to economically cover the broad market. Inevitably the actual power / current rating is rarely ideal for the actual application. Implementing digital power management of the current / current limit function can have a number of benefits for the customers system.
The actual current consumption of the system can be monitored during design evaluation testing. The customer can then set the current limit more appropriately in the design or set a warning level to indicate when the system is operating beyond its characterization envelope.
Operating Temperature (T)
DC/DC converters to date may have featured a crude over-temperature protection at a very high inception point to invoke a sudden shut-down, purely for the converter to protect itself (selfishly) with no consideration for the downstream impact on the broader system.
With digital quantization of the temperature variable there are a number of options available to increase system reliability and up-time. Temperature is a critical parameter in MTBF. It is a generally accepted heuristic that reliability is halved for every 10oC increase in temperature.
Component Count
Reduction of 20% in component count further improving reliability pro-rata.
Black-Box Recording
One of the greatest reliability benefits of a digitally enabled DC/DC converter is its ability to maintain an internal data-log of previous fault conditions experienced and in particular the status of the key variables immediately prior to a catastrophic failure event.
Today the RMA process of determining failure modes of analog DC/DC converter is in the field of ‘guesswork’.
However with a digital Black-Box recorder – knowing for example that the Vi and Io were within the rated range but the operating temperature was high or exceeded, could indicate that the root cause of the problem was more likely with heat-sink attachment, fan failure or blocked ventilation.
Manageability
The manageability of digital power relates to the ability to be able to monitor critical parameters (Vi, Io, T, Vo) and react in the most appropriate way. These parameters can be monitored as real time values or simply as warning and fault levels. Appropriate management actions may include:
Communicating fault / warning status to user.
Adjusting fault levels temporarily (over-current, over temperature, input over-voltage).
Automatically determining input voltage range on commissioning.
Adjusting output voltage (which may also be the IBV for improved system efficiency).
Allowing an over-temperature condition to be sustained for a particular interval.
Increasing fan-speed / cooling to deal with peak temperature.
Asserting a flag for an informed service interval based on warnings flagged.
Manageability does require the customer to devote some microprocessor time / hardware to the management of the front-end DC/DC
Flexibility and Time-to-market
A digital power enabled DC/DC converter which is configurable allows the system designer much greater flexibility in the design phase and therefore faster-time to market. Configurability of input voltage range, output voltage, current limit inception point, over temperature protection and warnings, to name but a few are all available at the click of a mouse. Furthermore a digitally enabled DC/DC converter includes the ability of speeding up design validation and debug.
Conclusion
DC/DC converters are a critical front-end components in many industrial, military, transport, mobile and communications applications. When digitally enabled they can capture, act on and log valuable information about the operating environment, battery status, system load conditions, power consumption and fault history. With monitoring and configuration capabilities the system designer can get products to market faster and with a higher level of validation coverage. They enable the DC/DC manufacturer and the system designer to have a higher degree of competence and confidence in the debug of system failures and therefore continuous improvement in the reliability of the end solution.
Russell Ellwanger, Chief Executive Officer of TowerJazz: “Strong market demand from customers is enabling us to exceed our $1 billion annual revenue target.”
Russell Ellwanger, Chief Executive Officer of TowerJazz
TowerJazz from Migdal-Haemeq, Israel reported today that its Second quarter revenues has reached $234 million, up 76% quarter over quarter and 87% year over year; this quarter’s results includes Tower Panasonic Semiconductor Co. (TPSC) results for the first time. First half revenues of $367 million, up 54% year over year.
Organic business growth of approximately 40% year over year for Company’s top 10 customers and 50% for its top 5 customers (excluding Micron and Panasonic) representing 20% and 11% quarter over quarter growth, respectively.
The cash balance totaled $192 million with $41 million cash from operations generated during the second quarter and strong balance sheet ratios.
TowerJazz plant at Migdal Haemeq, Isral
Russell Ellwanger, Chief Executive Officer of TowerJazz,commented, “The second quarter was our first integrating TPSCo activities and consolidating the revenues. There were no operational surprises against our plans and better than expected business activities. We closed negotiations with 3rd party customers, including high end CIS and top-tier IDM transfers, which should reach annual revenues of well beyond $100 million within the next 3 years. We expect these first contracts and agreements to begin volume production ramp in the second half of 2015.
“The core TowerJazz business grew significantly at 50% and 40%, for our top 5 and top 10 customers, respectively, when comparing their revenues in the second quarter of 2014 to the same period of last year. For these top customers, we expect continuous growth throughout the year, with already 11% and 20%, respectively, comparing the second quarter revenues to the first quarter of 2014.
“Second quarter saw a record number of masks full sets entering our Israeli and US fabs of over 240 vs. 130 for the same period of 2013. The first half of 2014 increase in new masks of 62% vs. the first half of 2013 is a definite indication that we are providing customers’ satisfaction in growing market segments, enabling continued significant growth in 2015 and 2016, as these products reach peak volume production.
“We are seeing strong market demand from customers being served by all of our business units, which we are well poised to serve both organically and with the newly added operational and technical capabilities of TPSCo, enabling us to exceed our $1 billion annual revenue target.”
Atrenta Vice President of Marketing Sancheti: “We discovered a way to make RTL Signoff during the Front-end phase”
Sancheti: “Israel, an aggressively-innovative culture”
The third annual Atrentaseminar, held about three weeks ago in Herzliya near Tel-aviv, was attended by some of Israel’s major chip designers, some of whom are world leaders in the field. According to Mr Piyush Sancheti, Atrenta Vice President of Marketing of the American company, this is still a surprising discovery.
“When we arrived in Israel we were surprised by the immense talent here. We previously did not consider Israel to be an important market. However when we began to get to know the market we were surprised to discover that the people here have a huge influence on the behavior of major global companies. Maybe this is due to Israel’s aggressively-innovative culture. Today all international R&D centers in Israel are our customers.”
Workflow Changes in Chip Design
The seminar was dedicated to introducing RTL Signoff, a key developing area in chip design. Signoff is an integral concept and extremely important in all the levels of a chips design and production. Basically, this is the verification stage performed at the end of each development or production phase of the chip, aimed to confirm that the chip is ready for the next step of the process.
Chip manufacturers demand that all design files given to them undergo signoff assurance to ensure design integrity before starting the long and expensive production procedure. Principally, the production of new chips is based on two main phases: Front-end and Back-end. Design starts at the front-end stage, where the designers define the chip in RTL language.
Sarwary: “Synchronizing hundreds of clocks”
RTL, a hardware description language, describes the general behavior of the chip. This information is then translated to a physical level known as the Back-end phase, which defines the gates and the connections between. Most large EDA software companies, for example, Cadence, Synphosys, Mentor Graphics and others, concentrate on this phase.
Atrenta discovered a way to perform a Signoff process during the RTL phase. That is, verify design and identify problems such as timing before they become an issue later on during the Back-end phase. The advantage is clear: Early detection at the RTL phase enables fixing mistakes before investing time and money in design. Making repairs is quicker and easier at RTL level and ensures that Back-end engineers receive clean and quality code for chip design.
Sancheti: “Testing during Back-end stages is no longer effective. Today’s designs are more complex, include hundreds of millions of gates and multiple IP modules from many external sources. This is the reason the RTL Signoff is growing quickly. It saves a lot of Back-end work, which is the most expensive and intensive part of chip design”.
What are your relationships with the big EDA providers?
“We hold a neutral position regarding competition between them. Our solution does not depend on whether the customer uses tools from Cadence or Synopsys. In reality, both Cadence and Synopsys use our tools for their IP business development.”
25% Annual growth
Atrenta operates from San Jose, California, and have 350 employees in five R&D centers in India, France, China, Sri Lanka and the USA. Last year their sales reached $50 Million. The company expect to reach approximately 25% growth during 2014, following 20% growth in 2013.
VP for Formal Verification at Atrenta, Mr Shaker Sarwery, explained that the formal verification process examines the internal logic of the design to confirm that features have not been excluded or that functions do not compete or clash with each other.
“Time management inside a chip, for example, is one of the major problems in SoC design today. We are talking about chips with hundreds of internal clocks which require synchronization to thousands of interfaces. Our CDC SpyGlass product can confirm synchronization between all asynchronous clocks of the entire SoC. In reality the larger the chips become, the more our sales grow”.
During the seminar in Herzliya, the company disclosed a chip design project with 1.4 Billion gates which took SpyGlass only one night to run.
VP at EMC: “The Israeli solution makes building databases simpler”
David Goulden, CEO, EMC Information Infrastructure
At the Mega Launch Event in London last week it was announced that Israel’s XtremIO Flash-based database is EMC’s fastest growing product on a global level. David Goulden, CEO, EMC Information Infrastructure, announced at the event that this is the fastest growing storage array technology in the industry, in terms of sales. “In the first six months of its marketing, this information storage system were sold for approximately $100 million.”
Techtime has learned from EMC sources that XtremIO’s results are far more impressive. In the 7th month of marketing, sales achieved another $100 million, meaning that figures have doubled in 4 weeks. EMC acquired the XtremIO startup – developers of a flash memory enhancement technology in 2012 for $430 million. Using an X-Brick array, the technology includes a Flash-based disk array supporting up to 10Tb of data. Currently the largest database built using XtreamIO technology has a volume of 540Tb.
During the event, EMC announced XtremIO 3.0, offering a multitude of new features and configurations, ecosystem integration, and business programs for EMC XtremIO all-flash arrays. Collectively, these offer more scale, more capabilities, and more support for consolidated, virtualized, and performance-hungry workloads.
EMC XtremIO all-flash array
A cloud of semiconductors
XtremIO memory databases are made in Ireland and the USA, and built from Hitachi SSD drives with Intel NAND chips, where Intel processors run the management and optimization software developed in Israel. In the announcement EMC said that they are enhancing the XtremIO system’s functionality and will be increasing storage capacity and information density by 50%. EMC VP of Sales of New Technologies, responsible for the XtremIO product, told Τechtime that the solution simplifies building databases and their backup processes and poses as an exciting development for their customers.
XtremIO Technology Highlights
New entry-level configuration called the Starter X-Brick. Available now, this offers the full performance and data services of a standard XtremIO array in a low-cost 5TB configuration, with online non-disruptive capacity expansion to a full 10TB X-Brick. Customers simply add more SSDs when they want to expand capacity.
New, larger scale-out clusters up to six X-Bricks. Ideal for consolidated workloads, XtremIO arrays now support up to six 20TB X-Bricks with 12 active controllers, enabling a 50% IOPS performance increase and 50% more capacity, while maintaining XtremIO’s sub-millisecond latency (orderable this quarter).
Industry’s first writeable snapshot technology that is space-efficient for both data and metadata.
New inline compression. Available this quarter, XtremIO arrays deliver up to 4X their previous usable capacity through 100% inline compression. A six X-Brick cluster now effectively delivers petabyte-scale flash so efficiently that flash becomes viable and cost-effective in places never before thought possible. XtremIO clusters with 90 TB of usable flash capacity now effectively support 540 TB of effective capacity at typical 6:1 data reduction (inline deduplication plus inline compression) ratios.
More support for EMC software: XtremIO supports EMC ViPR® SRM Suite (available now), EMC ViPR software-defined storage platform (available this quarter) and EMC VSPEX® (available this quarter), complementing existing integration with EMC VPLEX®, EMC PowerPath®, VCE Vblock Systems, VMware VAAI, and VMware vSphere plugins. XtremIO is supported (available this quarter) as Cinder block storage in OpenStack clouds.
EMC reported that over the last few years there has been an annual increase of 29% in data volumes related to existing applications and of 58% increase in data volumes related to infrastructure applications on business networks.
EMC is one of the largest providers of solutions for organizational storage and has one of the largest cloud infrastructure providers globally. In 2013 sales were approximately $23.2 billion. In Israel EMC has over 1,000 employees in 7 R&D centers, including at sister companies Vmware, Pivotal and RSA.
Adi Shuster: “In Arrow Israel, we will manage the customers as a complete project: from the initial stages all the way to production”
Mr. Adi Shuster as Engineering and Marketing Manager at Arrow Israel. Shuster replaces Mr. Amir Sherman, who in August 2013 was appointed as Production Manager for ST Micro Electronics and Business Development Manager for Systems On Modules at Arrow Europe.
Before he joined Arrow Israel, Adi Shuster worked at Avnet Israel where for the last 16 years he acted as Technical Manager of the EBV Department, Avnet’s largest unit and the company’s leading marketing department for semiconductor components.
In his new role, Shuster is reporting to Mr. Eldad Yassur, head of Arrow Israel activities. Shuster’s responsibilities include managing the customer’s technical support, market penetration and marketing operations.
Components as a gateway to the entire system
In an interview with Techtime, Shuster said that one of his goals is to broaden the System On Modules (SOM) activities. “We plan to implement a systematic approach for SOM, one that goes beyond focusing on individual products.
“We will provide our customers with a full and multi-faceted solution encompassing all possible card components, helping them from the first steps of their design phases until the final ones, and working together with subcontractors and electronics manufacturing service (EMS) providers. We will manage our customers as a complete project: from the initial early stages all the way to production.”
Techtime: Do you intend working with manufacturing contractors?
Shuster: “We have a third party partners providing Intellectual property (IP), hardware and software development and production. The aim is to work mostly with local contractors. Projects today have become very complex from a technology aspect and high development expenses can only be justified through large-scale production. However, the local industry requires high mix low volume solutions. It is best for the companies to invest mainly in their core intellectual property and to use standard cards to reduce development costs and shorten time to market.”
What are the main areas of growth in Israeli industry today?
“A number of areas are currently growing: the medical field is really developing, also there many companies active in green energy and industrial control, which are stable fields and less sensitive to market swings. We are now seeing growth in LEDs lighting solutions. There are many new companies in this market, and Arrow is prepared to be their main supplier”.
Do you believe in local electronic production?
“Local production is reliant on the costs. Production in China is becoming more expensive which improves the position of our local manufacturers. On the other hand, production in Israel is becoming more expensive due to the dollars vs shekels conversions. If this trend changes, a large part of the production will be local due to the provisions for quality, monitoring and requirements for producing smaller amounts.”
Asher Levy, CEO of Orbotech Ltd. “Orbotech and SPTS are complementary in many ways”
Orbotech Ltd. from Yavne, Israel is making a bold move to the markets of Advanced Packaging and MEMS devices. The company announced an agreement to acquire SPTS Technologies Group Limited, a U.K.-based manufacturer of etch, deposition and thermal processing equipment for the microelectronics industry.
Orbotech will acquire SPTS for a total consideration (including repayment or assumption of debt) of approximately $370 million in cash. The acquisition and related costs are expected to be financed through a combination of cash on hand and approximately $300 million in debt financing under a new term loan facility. The acquisition and financing are expected to close during of the third quarter of 2014.
By building on SPTS’ technological and commercial position, Orbotech will be able to offer solutions for a broad range of the most demanding micro manufacturing applications. The merger will expand Orbotech’s presence in Europe and North America and provide SPTS with a greater reach throughout the Pacific region, particularly in China.
“Acquiring SPTS allows us to accelerate the expansion into Advanced Packaging, with multiple manufacturing solutions ideally suited for this growing segment”, said Mr. Asher Levy, CEO of Orbotech Ltd. “Orbotech and SPTS are complementary in many ways. By combining the extensive know-how and core assets of both companies we will continue to enhance Orbotech’s portfolio and industry leadership while focusing our efforts on driving profitable growth.”
In 2014, SPTS is expected to generate revenues of approximately $180 million, gross margin of approximately 48% of its revenues, and EBITDA margin of approximately 25% of its revenues. The acquisition of SPTS is expected to be accretive to Orbotech’s non-GAAP earnings immediately after closing.
About SPTS Technologies
SPTS Technologies (a Bridgepoint portfolio company) designs, manufactures, sells, and supports etch, PVD, CVD and thermal wafer processing solutions for Advanced Packaging, MEMS, LEDs, high speed RF on GaAs, and power management devices. With manufacturing facilities in Newport, Wales, Allentown, Pennsylvania, and San Jose, California, the company operates across 19 countries in Europe, North America and Asia-Pacific.
We use cookies to personalize content and ads, to provide social media features and to analyze our traffic. We also share anonymous information about your use of our site with our social media, advertising and analytics partners. View more
What personal data we collect and why we collect it
We collect anonymous data on visitors in this website for business purposes such as enhancing user experience, digital marketing and search engine optimization.
We collect personal data such as email address and names on various forms - all forms present in this website include consent checkboxes and clear reason for collecting the data: general inquiries on our products, newsletter subscription, professional inquiries job applications. All forms are designed in accordance with GDPR requirements.
Comments
When visitors leave comments on the site we collect the data shown in the comments form, and also the visitor’s IP address and browser user agent string to help spam detection.
An anonymized string created from your email address (also called a hash) may be provided to the Gravatar service to see if you are using it. The Gravatar service privacy policy is available here: https://automattic.com/privacy/. After approval of your comment, your profile picture is visible to the public in the context of your comment.
Media
If you upload images to the website, you should avoid uploading images with embedded location data (EXIF GPS) included. Visitors to the website can download and extract any location data from images on the website.
Contact forms and newsletter
We use Gravity Forms as our platform of choice for all forms present in this website. Forms present in this website have been modified to fit GDPR requirements.
Unless specifically specified and approved by visitor, we do not use the collected data for marketing purposes.
We use Mailchimp to collect email addresses and send periodical marketing materials to our customers.
Handling and management of all email addresses and mailing operations is conducted under GDPR terms and guidelines provided by Mailchimp.
All subscribers are able to change their subscriptions preferences or unsubscribe at any given time.
Techtime has accepted the Data Processing Addendum agreement provided by Mailchimp for all its Mailchimp accounts.
All our lead collection forms have been altered in accordance with GDPR requirements and now include unchecked checkboxes in order to accept the explicit consent of the user prior to form submission.
Cookies
If you leave a comment on our site you may opt-in to saving your name, email address and website in cookies. These are for your convenience so that you do not have to fill in your details again when you leave another comment. These cookies will last for one year.
If you have an account and you log in to this site, we will set a temporary cookie to determine if your browser accepts cookies. This cookie contains no personal data and is discarded when you close your browser.
When you log in, we will also set up several cookies to save your login information and your screen display choices. Login cookies last for two days, and screen options cookies last for a year. If you select "Remember Me", your login will persist for two weeks. If you log out of your account, the login cookies will be removed.
If you edit or publish an article, an additional cookie will be saved in your browser. This cookie includes no personal data and simply indicates the post ID of the article you just edited. It expires after 1 day.
Embedded content from other websites
Articles on this site may include embedded content (e.g. videos, images, articles, etc.). Embedded content from other websites behaves in the exact same way as if the visitor has visited the other website.
These websites may collect data about you, use cookies, embed additional third-party tracking, and monitor your interaction with that embedded content, including tracing your interaction with the embedded content if you have an account and are logged in to that website.
Analytics
We use Google Analytics regularly for monitoring user behavior and traffic sources and utilize the gathered information for enhancing user experience and for business purposes.
The use of Google Analytics in done according to GDPR terms and guidelines provided by Google.
Legal Entity: Techtime.
Primary Contact (a.k.a. "Notification Email Address"): roni@techtime.co.il - this email is designated for receiving notices under the Google Ads Data Processing Terms.
Who we share your data with
We use various cloud platforms and third party providers for the purpose of operating this website.
We do not share or sell your data for any commercial purpose other than specified above.
We use the following processors for the operating this website and executing related digital marketing campaigns:
WP Engine - Hosting Provider
Cloudflare - Cloud based security and web performance processor.
Google Cloud Platform - data centers provider for WP Engine
Sucuri - Website security provider
Mailchimp - Newsletter service provider
Google Analytics, Adwords, Webmasters
Facebook - We use Facebook for advertising and place tracking code on our website for enhancing digital marketing campaigns (i.e - Facebook Pixel).
Planwize Ltd - Digital Marketing Agency.
How long we retain your data
If you leave a comment, the comment and its metadata are retained indefinitely. This is so we can recognize and approve any follow-up comments automatically instead of holding them in a moderation queue.
For users that register on our website (if any), we also store the personal information they provide in their user profile. All users can see, edit, or delete their personal information at any time (except they cannot change their username). Website administrators can also see and edit that information.
What rights you have over your data
If you have an account on this site, or have left comments, you can request to receive an exported file of the personal data we hold about you, including any data you have provided to us. You can also request that we anonymize or erase any personal data we hold about you. This does not include any data we are obliged to keep for administrative, legal, or security purposes.
Request for Receiving Data Associated with One’s Email Address
Users may request to receive access to all related information submitted to this website for their review.
In accordance with GDPR compliance, user may further request the anonymization of such data.
In order to request access for all data associated with a given email address, users may submit the request here. Users then receive an email with a link to a page with all related information.
The link is valid for 24 hours. Users may submit additional request for the same email address once in every 24 hours.
A request for anonymization should be sent separately: User may select the data he or she wishes the site owner to anonymize so it cannot be linked to his or her email address any longer. An email confirmation will be sent once linked data has been successfully anonymized.
Where we send your data
Visitor comments may be checked through an automated spam detection service. All our processors and third party providers comply with GDPR requirements and apply privacy by design and necessary measure to ensure that personal data is being processed and handled in accordance with requirements. The list of our third party service providers and processors is listed above.
Contact information
For all privacy-specific concerns inquiries, you may contact us at mail@mail.com
How we protect your data
We use rigorous practices in order to protect our website and data collected, as well as world class cloud and hosting providers.
Communication between visitor and the server is encrypted using SSL.
The site is protected with web application firewall and is undergoing daily security scans, regular software updates by a dedicated team in order to minimize the risk of data breach.
What data breach procedures we have in place
Once a data breach is detected, our providers execute a dedicated standard operational procedure in order to assess the scope and potential damage, provide immediate remedy, patch any potential security holes and notify users who may be affected by the breach.
We may contact affected users with one or more form of communication within 72 hours and provide the needed information as to the scope of the data breach and actions taken.
What third parties we receive data from
We do not receive data from third parties for our marketing campaigns.
What automated decision making and/or profiling we do with user data
We may apply remarketing/retargeting methods while conducting online advertising using Google Facebook and the likes.
The above is conducted by applying various tracking codes into our website in order to track and retarget users based on
By visiting and using this website you are hereby provide your consent for the use of the above means and methods.
 “The largest of EZchip’s router vendor customers are now providing NP-5 based line cards to their customers,” said Eli Fruchter, CEO of EZchip Semiconductor. “We are also well advanced in bringing to market the revolutionary NPS network processor that drives new applications and yet again doubles throughput and opens up new market opportunities for us.
“The largest of EZchip’s router vendor customers are now providing NP-5 based line cards to their customers,” said Eli Fruchter, CEO of EZchip Semiconductor. “We are also well advanced in bringing to market the revolutionary NPS network processor that drives new applications and yet again doubles throughput and opens up new market opportunities for us.